

注塑機(jī)的快速換模系統(tǒng)可以實(shí)時反映鎖模力的大小。 當(dāng)模具工作不正常時,它將提前停止警報。 它在工作過程中不使用電力,并且不受電源故障的影響。 注塑機(jī)的快速換模系統(tǒng)具有多層安全保護(hù)措施,可防止誤操作并實(shí)時保護(hù)系統(tǒng)的安全運(yùn)行。 現(xiàn)有的安全檢測方法如下。
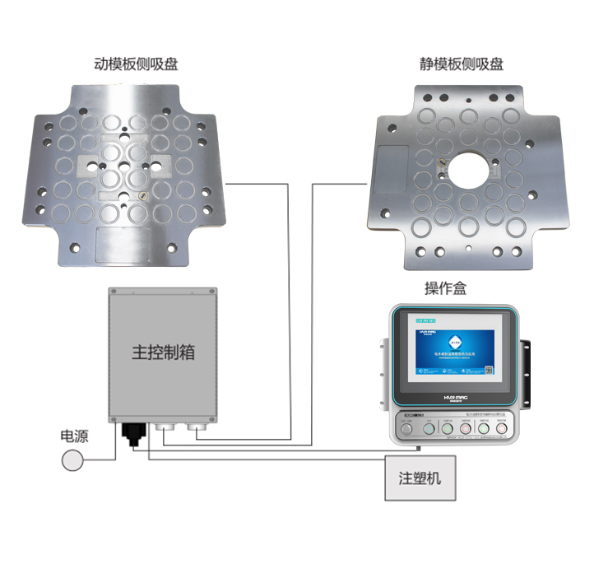
注塑機(jī)快速換模系統(tǒng)
1.合模檢測
在換模狀態(tài)下,動態(tài)和靜態(tài)模具必須處于夾緊和加壓狀態(tài),并且在可以執(zhí)行磁化操作之前,將注模電動靜態(tài)模板緊緊固定在適當(dāng)?shù)奈恢谩?這種聯(lián)鎖控制避免了由模具和電磁卡盤引起的異物或間隙。 磁化強(qiáng)度不足,影響安全操作;
2.磁通檢測
快速換模系統(tǒng)被磁化后,控制器會實(shí)時檢測磁化強(qiáng)度。 僅當(dāng)磁化強(qiáng)度達(dá)到安全值時,控制系統(tǒng)才會報告磁化成功信號,否則會報告故障信號。 在磁化成功之后并且在注塑過程中,磁通量檢測傳感器會實(shí)時檢測磁卡盤和模具之間的磁通量。 只要磁通量略有下降,快速換模系統(tǒng)就能迅速發(fā)出故障警報信號并停止自動注塑機(jī)。 跑。 磁通檢測傳感器分布在永磁卡盤的多個區(qū)域中。
3.距離檢測
距離檢測傳感器用于檢測模具和磁性卡盤之間的距離。 僅當(dāng)模具與電磁吸盤之間的距離小于0.2mm時,控制器才能執(zhí)行去磁操作。 否則,將報告故障信號。 在注射過程中,當(dāng)模具與電磁吸盤之間的距離由于意外情況的影響而超過0.2mm時,快速換模系統(tǒng)會報告故障信號并停止注塑機(jī)的自動運(yùn)行;
4.溫度檢測
溫度檢測用于防止由于溫度過高導(dǎo)致永磁吸盤退磁,從而導(dǎo)致磁吸盤的吸力降低。 當(dāng)永磁吸盤的溫度超過設(shè)定溫度時,控制系統(tǒng)會自動發(fā)出警報信號,并停止注塑機(jī)的自動運(yùn)行。
5.勵磁電流強(qiáng)度檢測
當(dāng)永磁吸盤執(zhí)行退磁動作時,控制系統(tǒng)檢測到退磁和退磁的脈沖電流。 僅在達(dá)到所需值后,才會報告退磁成功的信號;
6.模具失準(zhǔn)檢測
模具未對準(zhǔn)傳感器在注射狀態(tài)下實(shí)時檢測模具的位置。 當(dāng)模具的位置略有打滑時,控制系統(tǒng)可以迅速報告故障信號并停止注塑機(jī)的自動運(yùn)行;
7.換模狀態(tài)和注射狀態(tài)之間的切換采用按鍵開關(guān)。 消磁操作被設(shè)計為“消磁鎖”雙按鈕。 退磁操作僅在同時按下兩個按鈕時有效,以防止發(fā)生誤操作。 在注入狀態(tài)下,充,退磁操作完全無效;
8.安全門關(guān)閉檢測
更換模具時,必須關(guān)閉安全門以保護(hù)操作員的安全。
9.快速換模系統(tǒng)的故障輸出和注塑機(jī)互鎖控制的自動操作快速換模永磁控制系統(tǒng)具有一個被動觸點(diǎn),用于與注塑機(jī)互鎖控制。 僅當(dāng)每個檢測信號正常時,快速換模系統(tǒng)才正常。 動態(tài)和靜態(tài)模具成功磁化后,將鑰匙開關(guān)轉(zhuǎn)到注塑狀態(tài),并閉合觸點(diǎn),使注塑機(jī)自動運(yùn)行。 如果出現(xiàn)任何故障信號或?qū)㈣€匙開關(guān)旋轉(zhuǎn)至換模狀態(tài),則觸點(diǎn)將立即斷開,從而停止注塑機(jī)的自動運(yùn)行。
以上是與您共享的快速換模系統(tǒng)的相關(guān)內(nèi)容。 希望通過以上內(nèi)容,您可以對快速換模系統(tǒng)產(chǎn)品有更好的了解和理解。